Reading time: approx. 10 minutes
What is carbon fiber?
High strength and stiffness at low weight - that's what makes carbon stand out, isn't it? But what is carbon anyway, what is it made of, how is it manufactured and what are the differences? On this page we will show you the Basics of the material as well as explain its processing. Use the table of contents, starting with the basic question what is carbon? The orange button below will take you back to the table of contents at any time.

What is carbon fiber?
Carbon is a Fiber composite material which is the product created by processing the two main components, the Carbon fibers (also named Carbon fibres ) and the Matrix material (e.g. epoxy or polyester resin). The carbon fibers are embedded in the matrix as a fabric. Mutual interactions between the two components give the overall material higher-quality properties than either of the two components would provide on itself. The carbon fibers provide High tensile strength and a Good stiffness, while the matrix secures the fibers against displacement and environmental influences. Carbon is characterized by a very low density, very good mechanical and chemical properties and a unique appearance. Carbon fibers are anisotropic, so force absorption is directional and only really good along the direction of the fibers. That is why weaves are used that allow force absorption in multiple directions. However, especially in comparison with conventional materials, the strength of carbon fibers as the main product of the composite is nevertheless obvious. Dictating in which directions forces are taken allows to create parts that are stiff in one axis, yet flexible in another. VW calls carbon the material of the future for a reason. In the following table you can see the strength, the modulus of elasticity transverse and parallel to the fiber, as well as the density. These values are explained further in the following chapter.
CFK = Carbon fiber Reinforced plastic
GFK = Glass Fiber Reinforced plastic
Tip: Carbon is also incorrectly called carbon reinforced plastic. However, this is not correct, because it is a fiber composite material and the reinforcement is based on the fibers formed from carbon and not on the carbon itself, which is found in a lot of other products like conventional coal used to heat ovens. We have now briefly answered what carbon is, curious? Read on!

What are carbon fibers?
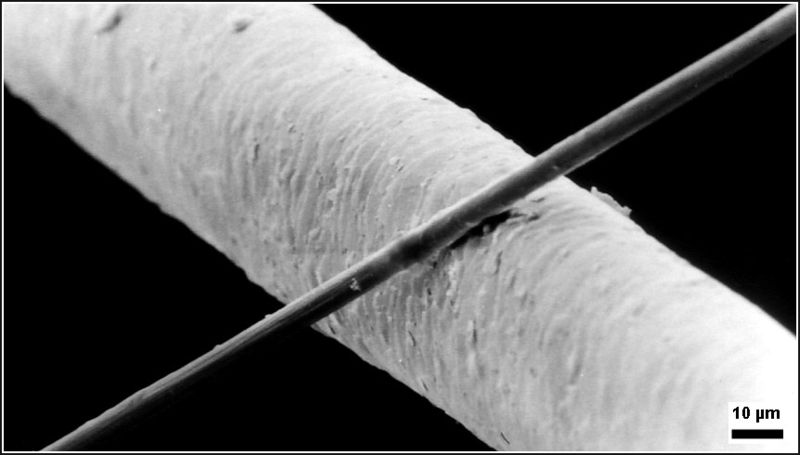
Carbon fibers or filaments have a diameter of approx. 5-9 micrometers(µm). The fibers are C atoms attached to each other. They are produced by pyrolysis of a carbon-containing materials such as polyacrylonitrile or pitch. In simple terms, all elements except for the main carbon component are split off in gaseous form by the effect of temperature. Typically, at temperatures of 1300-1500°C, a carbon content of 96-98% by weight is achieved. By adding tensile stress during heat treatment, the fiber direction can be determined by the orientation of the C atoms at the molecular level. The figure shows a carbon fiber with a diameter of 6 µm compared to a human hair (50 µm).
The behavior of carbon fibers in terms of strength is somewhat paradoxical, as A.A. Griffith already stated.
A material in fiber form has many times greater strength than the same material in compact form, and the thinner the fiber, the greater its strength.
A.A. Griffith, quoted from Ehrenstein,2006

Carbon fibers are electrically and thermally conductive. The modulus of elasticity, as a material parameter for the relationship between stress and strain during elastic deformation (a deformation that is always reversible - opposite: plastic, permanent deformation), is significantly higher for HT carbon fibers in the fiber direction at 240 GigaPascal (GPa) than for the lightweight alternative aluminum at only 70 GPa. This results in high stiffness, i.e. high resistance to stretching of the material by a force. Transverse to the fiber direction, the E-modulus is lower by a factor of about 11, since carbon fibers behave anisotropically, i.e. the force absorption depends on the direction. Aluminum and steel, on the other hand, are isotropic, i.e. they can absorb the same forces in all directions. The tensile strength is about 3.5 GPa and is a material characteristic value that is not only important for tensile loading. It indicates the maximum load a material can withstand. If the tensile strength value is exceeded, the material fails. The material deforms plastically even before reaching the tensile limit. A fracture of carbon is highly splintering due to these high tensions. Splintering can be reduced by combining the material with other materials such as aramid or a foam core. To take advantage of the good properties of the fibers, they must be aligned longitudinally to all load directions.
Carbon fibers are differentiated according to their properties, as they vary greatly depending on the manufacturing process, temperature and other influences.
- HT - high strength (High Tenacity)
- UHT - very high strength (Ultra High Tenacity)
- LM - Low Modulus
- IM - intermediate (Intermediate Modulus)
- HM - high stiffness (High modulus)
- UM - (Ultra Modulus)
- UHM - (Ultra High Modulus)
- UMS - (Ultra Modulus Strength)
- HMS - high stiffness/high strength (High Modulus / High Strain)
What are rovings and weaves?
Carbon is useless without weaves. A single carbon fiber has very good properties relative to its diameter. For technical applications, however, these properties must be achieved over a large area. Therefore, the individual fibers are combined in so-called rovings (strand, bundle) and fixed by resin. The number of carbon fibers combined in a roving is indicated by the number of filaments:
- 1000 filaments - 1K (K=Kilo=1000)
- 3000 filaments - 3K
- 6000 Filaments - 6K
Since most applications do not involve unidirectional loading, the rovings must now be combined in weaves to allow multidirectional absorption of forces. Comparison: fishing line must only absorb longitudinal forces, but a fishing net must be able to absorb forces in multiple directions.
Weaves
Woven fabrics are, as the name implies, interwoven rovings. The type of weaving has a great influence on the final properties of the product, here a distinction is made between the twill, plain and satin fabrics. The rovings that run lengthwise through the machine during weaving are called "warp". The rovings woven transversely to the warp, which, depending on the type of weave, sometimes run above and sometimes below the warp, are called "weft". The weave is formed during weaving by raising and lowering the warp threads in a certain sequence. This sequence depends on the type of weave, which will now be discussed further.
Plain weave
The plain weave is the simplest form of weaving. In plain weave, the weft thread (across the weaving direction) has one warp thread at the bottom and one warp thread at the top. It is the simplest of the weave types and represents the closest connection between warp and weft. This weave can be recognized by the checkerboard pattern on both sides. Due to the tight weave, there is almost no fiber shifting during processing. However, this fabric is not suitable for three-dimensional applications, as it cannot be draped well due to the tight weave.
Twill fabric
The twill weave is probably the most commonly used fabric in automotive construction. In twill weave, the weft passes over at least two warp threads. Fabrics in twill weave always have a diagonally running ridge, resulting in the typical stepped pattern (twill ridge). Twill fabric is characterized by good drapability and can be used for strongly three-dimensional components. However, the "loose" weave also means that special attention must be paid to displacement of the rovings during processing.
Of course, there are many other types of weaving besides these, but for optical reasons they are usually not used in vehicle finishing.

Unidirectional and Multidirectional Fabrics
Unidirectional fabrics (UD)
This fabric consists of fibers that all run on the same axis, parallel to each other. Like rovings, UD fabrics are anisotropic, i.e. they are directionally dependent. Force absorption along the axis of the fabric is very good, whereas hardly any forces can be absorbed transversely.
Bidirectional fabrics
Two layers at an angle of 0/90° or alternatively biaxial at +/-45°. These layers make it possible to easily realize torsion layers. Torsion layers are layers that can absorb the moment around the longitudinal axis in the event of torsion (e.g. of a carbon cardan shaft). Other types of layer are tri- and qaudraxial. These in turn have 3 or 4 lay axes with fiber traverses of 0°/45°/-45° and, in the case of the quadraxial fabric, an additional 90°.
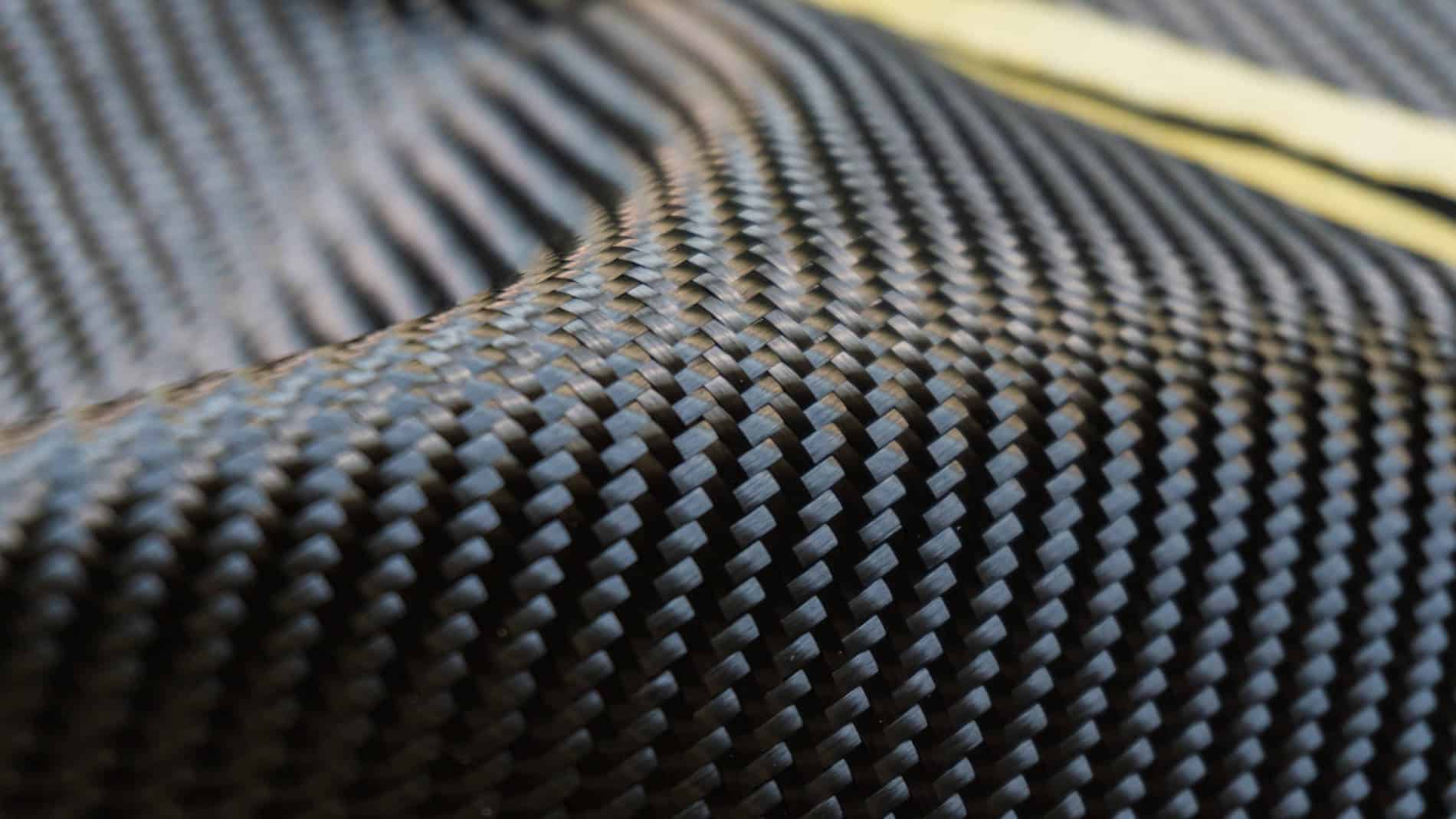
Based on this knowledge from the first chapters, the basis weight of a fabric can now be calculated. If you use 3K rovings (3000 filaments) with a weight of 200tex for a 2×2 twill fabric (as shown in the figure above), you can incorporate about 5 rovings per cm in each direction (i.e. warp/weft), since a 3k roving has a width of about 0.2 cm. This results in 5 rovings/cm * 100cm = 500 rovings per square meter for each fiber direction. With a roving weight of 200tex, i.e. 0.2g/m and 500 rovings, this results in a weight of 100g for one direction. However, since a woven fabric consists of fibers in different directions, the weight per unit area of a twill fabric, where warp and weft run crosswise to each other, is 200g/m2. A higher basis weight consequently also goes with larger rovings, recognizable by the coarser pattern.
Here again the most important key points
- Carbon fibers are grouped into rovings, the quantity of filaments/roving is specified (e.g. 1K).
- The weight of the rovings is given in tex (1g/1000m) and depends on the fineness of the fibers.
- The rovings are processed in weaves or UD/MD Fabrics to achieve better force absorption in different directions.
- The basis weight can be calculated based on the weight (tex) of the rovings and the weave type. The higher the basis weight, the coarser and larger the weave pattern.
What is a matrix material?
Epoxy or polyester resin is used to protect the carbon fibers from environmental influences, but above all to prevent the fabric from shifting. Epoxy resins are synthetic resins that are mixed with a hardener in a specified ratio and are converted to a thermoset plastic by polyaddition during curing. Thermosets are plastics that are no longer deformable after curing -> duroplastics. Epoxy resins are characterized by good temperature and chemical resistance as well as good mechanical properties and have a low shrinkage of ~ 0.5%. Epoxy resin is usually odorless to slightly sweet. The exothermic reaction produces a very large heat of reaction.
Polyester resins are less expensive than epoxy resins and easier to process. They cure by chain polymerization to form a thermoset. On the negative side, however, they have a strong odor, poorer mechanical properties, greater shrinkage and rather poor adhesive properties on metal. Unsaturated polyester resins are mainly used for FRP because the styrene they contain can dissolve the binder in glass fiber mats (resins containing styrene are only intended for commercial users).
What types of carbon parts are there?
What is full carbon?
These components were made entirely of carbon. For this purpose, various fabrics are combined and draped in a negative mold to achieve the desired mechanical properties and shape. Depending on the application, a core material is incorporated to further improve the bending properties. In this case, the double thickness of the material results in an area moment of inertia eight times greater and thus a bending moment of resistance four times greater. The bending moment of resistance is relevant, for example, in the case of a car roof, since a low value here means that the roof can easily be deformed when a force is applied transverse to the component axis. Processes include vacuum infusion and prepregs, which are characterized by low defects such as air inclusions or pinholes and high component quality. Air inclusions reduce the bonding of the matrix to the fiber and can thus lead to local detachment of the individual layers. Furthermore, a very high fiber content is achieved by these processes. Full carbon is characterized by its very low weight with the best mechanical properties, which is particularly interesting for motorsports or weight enthusiasts.
What is carbon skinning?
For many parts of a vehicle, the weight saving is not relevant. For example, the weight saving of a full carbon mirror cap compared to a plastic cap with surface carbon coating only marginally. In addition, the cost factor is too great for many enthusiasts in relation to the benefits. For exactly this purpose, all components can be coated with a fabric made of carbon fibers. This is not a film or water transfer print, but exactly the same fabric that is used for the visible surfaces of the full carbon part, so that exactly the same appearance is created, which, if well processed, can be achieved.Carbon skinning is the application of the same weave that is used for full carbon onto an existing plastic or metal part. This is helpful for one of pieces or every part that would not be worth doing in carbon fiber. Typical applications are Interior Trims, small exterior details like mirror caps and a lot more. You will add weight to the part, but since this process is mainly used for the looks it doesnt really matter. indistinguishable from full carbon when installed is.
What is real carbon?
This designation arose more from linguistic usage and does not define any specific application. Real carbon only implies that something has been made of "real" carbon on the component. However, this can be both a solid and an exposed carbon part. Only the less expensive variants are excluded here: Carbon film, water transfer printing and imitation fibers, which are, however, clearly recognizable visually due to their lack of depth.
How are carbon fibers processed?
Hand lay-up
Carbon Skinning of components can be carried out by hand lay-up. The component must be thoroughly prepared. It must be sanded and - depending on the substrate - primed. The fabric is then draped by hand and brushed with resin. After the resin has cured, the component must be sanded smooth. Resin application must be repeated until a perfect surface, recognizable by a uniform color tone in the matted state, is achieved. Sanding through should be urgently avoided here, as this can damage the carbon fibers. A clear coat can then be applied for UV and scratch protection. It is imperative that the correct clearcoat is used here to achieve a good long-term result. Laminating car parts with carbon ensures a high-quality look that can hardly be distinguished from full carbon.
Vacuum infusion
Vacuum infusion is a process for the production of full carbon parts. Here - as always for full carbon parts - a negative mold is absolutely necessary. After preparing the mold, the individual fabrics as well as the core material are draped and fixed with spray adhesive. The part is then covered with different films of peel ply, seperation foil and flow mesh. The different layers serve to absorb excess resin and ensure a good flow of resin through the component. Finally, the component is sealed with a vacuum film and evacuated. When everything is tightly sealed, the resin is injected via a previously inserted tube. This resin inlet is usually opposite the evacuating side. Due to the atmospheric pressure, the resin is now injected into the mold and flows through the entire component. Were not actually sucking in the resin, but more so pushing the resin in because of the pressure difference from outside the vacuum bagged mould (where the resin pot is) to the inside of the mould (that we evacuated prior). After the entire component has been infused, the component is clamped off at both connections and can cure at room temperature. After approx. 24 hours, the component is ready and can be tempered to further improve the mechanical properties by improving the cure state of the matrix.

Prepregs
Prepregs are fabrics and scrims pre-treated by the manufacturer and coated by machine with a specially developed resin (modified epoxy resins or phenolic resins) in a precisely defined quantity. To protect the fabric and the resin, a release film is applied to both sides, which is removed only immediately before processing. This resin has the property of being in a "dormant state" at low temperatures, and does not flow at room temperature. It is only activated by the action of heat and pressure. Therefore, it is imperative that prepreg be stored cold, otherwise the resin will self-activate as time progresses, rendering the prepreg fabric unusable. The prepreg is worked into the negative mold and fixed in place. Then, as with vacuum infusion, consumables in the form of film and fleece are applied before the component is evacuated. It is now cured under high pressure and temperature in an autoclave. The prepreg process can be used to produce high-quality full carbon components with consistently high quality.
Wet pressed parts are a similar approach, without machine coating. Here, the dry fabric is worked into the mold and fixed. The exact amount of resin is then calculated, mixed and the component is impregnated with it. Here, too, the same steps are now carried out as for normal prepregs, but wet prepregs are not cured in an autoclave and generally create laminates with worse quality compared to prepregs and infusion in terms of voids and resin to fiber ratio.
Conclusion: What is carbon?
Carbon is a high-tech, tensile, stiff, chemically resistant, lightweight and versatile fiber composite made of carbon fibers and a matrix. The carbon fibers are anisotropic and therefore must be combined with a matrix in fabrics to provide multidirectional force absorption without allowing the fibers to shift during compression. The alignment of the fiber axis is fundamental to the mechanical and technical properties of the finished product. The resin is primarily used to protect the fibers from environmental effects and displacement and is a two-component material that becomes a duroplast when cured. Now you know what carbon is made of. If you want more, detailed informations we recommend the Wikipedia article on carbon fibers as well as the article on carbon fiber reinforced plastics. We hope that you now know what Carbon is. If you have any suggestions regarding the content or questions, please feel free to contact us at the address listed in the Imprint specified e-mail. Further, in-depth information can be found in the R&G Wiki.
See our article on the subject: 4 reasons for carbon refinement with real carbon on!
FAQ
What is carbon fiber?
Carbon is a high-tech, tensile, stiff, chemically resistant, lightweight and versatile fiber composite made of carbon fibers and a matrix. The carbon fibers are anisotropic and therefore must be combined with a matrix in fabrics and scrims to provide multidirectional force absorption without allowing the fibers to shift during compression. The alignment of the fiber axes is fundamental to the mechanical and technical properties of the finished product. The resin is primarily used to protect the fibers from environmental influences and displacement and is a two-component material that becomes a thermoset when cured.
Laminating carbon - which adhesive?
For laminating or coating carbon, spray adhesive is suitable for fixing the fabric. This is applied before the fabric is thin is applied. The mesh is then applied and lightly pressed on. This prevents the tissue from shifting.
Industrial adhesives are used for carbon finishing.
How to cut carbon fabric?
Dry carbon fabrics can be cut with ordinary household scissors. When cutting from the roll, it is advisable to pull out two weft threads (across the unwinding direction). This results in a visible line in the fabric, which can be used to cut the fabric straight and quickly.
Finished carbon can be adjusted with all common tools such as Flex, Dremel or drill. It is essential to wear adequate personal protective equipment in the form of respiratory protection and safety goggles.
How do I make carbon molded parts?
For the production of full carbon components, a negative mold of the original must be created. This mold must be polished and treated with a release agent. After inserting the fabrics and scrims (note that the first layer is the visible side!), resin is injected into the component. The vacuum process is used for this purpose. Another option is to use out-of-autoclave prepregs. These fabrics have been pre-treated with resin, which only needs to be activated in the oven. However, this requires a suitable oven, and these materials are also much more expensive at approx. 60-70€/m2.
Carbon coating of components, on the other hand, can be done by hand lay-up. The component is ground and primed. The fabric is then draped by hand and soaked in resin with a brush. After curing, the carbon part must be ground smooth. This process must be repeated until a perfect surface is achieved. This can be recognized by a uniform color tone. However, sanding through should be avoided, as this can damage the carbon fibers. A clear coat can then be applied for UV and scratch protection.
Carbon twill or canvas fabric?
For carbon coating, twill weave is usually easier to process. Due to the weave, drapability is significantly better and three-dimensional shapes can also be finished. For one-dimensional carbon parts, however, the plain weave can also be used.
The construction of full carbon parts requires a mixture of different fabrics and scrims. In this case, different layers are combined with each other. For the appearance, twill fabric 2×2 can be used (top and bottom layer). To ensure stability, a foam core and scrim should be processed. Keep in mind, the bending resistance of the final product is directly dependent on the thickness of the material! A component twice as thick (= material thickness) has four times the bending resistance.
Carbon and carbon fiber - what's the difference?
Carbon refers to the finished product of carbon fibers and a matrix material (polyester or epoxy resin). Carbon combines the best properties of these two main components. Carbon fibers, on the other hand, are the raw product for carbon components. They are processed into fabrics or scrims in so-called rovings.
Read in our article What is carbon fiber? read more!
Have carbon parts made - How much does it cost?
The production of full carbon components is very expensive. This is mainly due to the fact that a negative mold has to be built for each component. Without this negative mold, no full carbon part can be built. It does not make sense to name prices here, but for components where the weight saving is worthwhile (e.g. roof), you are always in the 4-digit range.
The much cheaper alternative is carbon coating or carbon finishing. This is suitable for all parts of the vehicle. Here, only the component itself is coated with a layer of real carbon fiber fabric. This creates the same appearance as full carbon, since exactly the same fabrics are used there. For a carbon coated mirror cap set, for example, you can expect depending on the effort with 250-500 € (their mirrors are refined).
Carbon production - environment and recycling
A lot of energy is required for the production of carbon. For a series-produced vehicle with CFRP components, the environmental balance sheet is generally negative. In addition, the recycling of carbon is critical due to its fiber composite. The carbon fibers cannot be easily detached from the matrix (epoxy or polyester resin), which makes recycling difficult. Similar to other plastics, the chemical resistance leads to a lack of biodegradability.
You would like to have your vehicle upgraded by coating it with visible carbon?
Then contact us!
