Quality
Here we would like to inform you about our used material and how the quality of the raw materials influences the final result. We use only high quality products to provide you with maximum quality.
Explained
01
Weaves
The fabric is elementary for the later effect of the carbon parts.
02
Resin
Temperature resistant, epoxy or polyester?
03
Preparation
Every surface has its challenges.
01
Carbon fabrics are available in various qualities. The decisive factor is: a good thread as the basis for the fabric and a dense homogeneous weave.
Thread:
The thread used to manufacture carbon has a major influence on the appearance and there are major differences between the various thread manufacturers. Wherever possible, we use fabrics made from Toray yarns, as these are by far the best in terms of quality and appearance and are therefore also used by OEMs. In addition, these threads are spread after they have been woven in order to achieve maximum surface coverage and "decor quality". Our twill and satin fabrics are even from the same manufacturer, in the same quality as supplied to the OEMs.
Weaving:
A tight weave ensures that the fabric has no gaps at the intersections and looks the same everywhere. While inexpensive fabrics often have irregularities, high-quality fabrics have a homogeneous and very dense weave with no holes at the intersections. High-quality twill 245 fabrics are woven with 6 or more threads/cm. Cheaper fabrics specify 6 threads/cm, but are woven at the lower tolerance, towards 5.8 threads per cm. This results in gaps between the threads.
Conclusion:
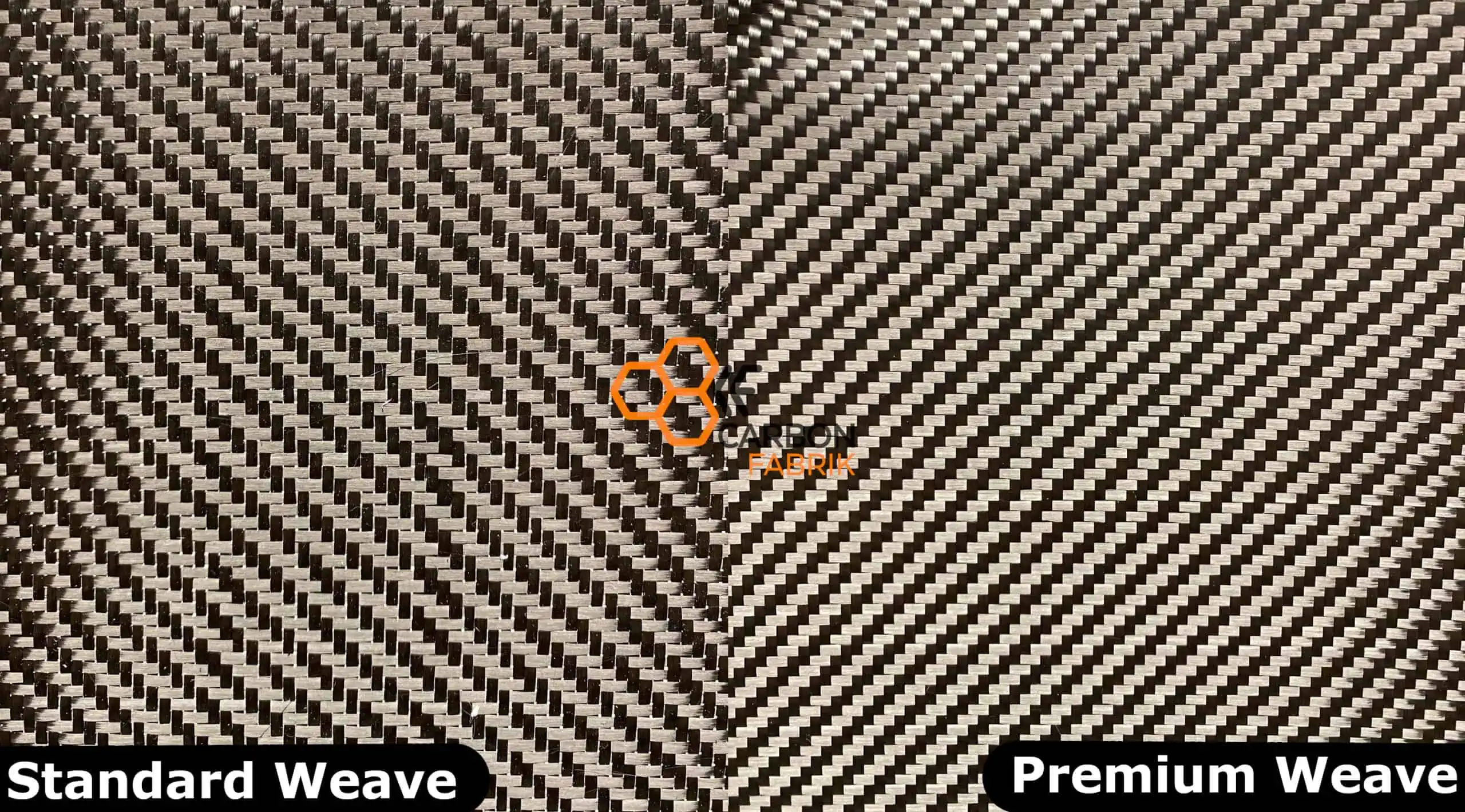
Standard fabric is not spread and is only woven "relatively" tightly, plus an inferior thread. This results in shading and non-homogeneous areas as can be seen in the pictures below. These irregularities result from marginal unevenness on the surface, because carbon reacts extremely to sunlight, so that such differences become visible at night.
Premium fabric, on the other hand, is made from high-quality Toray threads that are woven very tightly. This ensures a homogeneous reaction to sunlight and the fabric generally has a much higher quality appearance.
Pay attention to the spacing between the threads in the pictures, which brings out the structure better in the premium fabric, while the inexpensive fabric blurs into itself.
02
A basic distinction is made between epoxy and polyester resins. Epoxy resins are mechanically more resilient, but also have a higher price and are more complex to process. We use a high-quality and temperature-resistant epoxy resin for the first layers. This resin has a slight blue tint which, in combination with the premium fabric, gives our parts a cool appearance and prevents yellowing (in addition to the clear coat). We then create full coverage with an epoxy gelcoat resin, which is also used for full carbon parts for the outermost layer.
The tempering ("annealing") of the components is important here. Our parts spend up to 20 hours at high temperatures in the oven in the last of our three tempering passes so that the epoxy resin can fully cross-link and harden. This is the only way to achieve a long-lasting result. Nevertheless, the durability is highly dependent on the substrate material - the original part. While carbon has a negative coefficient of thermal expansion, most plastics are very sensitive to heat and expand considerably. This places a heavy load on the laminate in the form of shear stresses. As a pioneer, we have developed our CF Premium System The new carbon front has been developed in which no plastic is laminated but a full carbon front is produced to which all the necessary brackets are attached. The full carbon front makes the components significantly more resistant, more durable and even better looking. Wherever it makes sense, we develop full carbon replicas.
On the other hand, it is possible to spray the top layers with polyester resin. The problem: polyester adheres chronically poorly to epoxy, polyester is brittle and yellowish, and much worse: the resin used is massively thickened (thixotropized) to speed up processing. However, these thickeners (e.g. silicon carbide) in the resin refract the light that later falls on the parts. As a result, the parts look yellowish and are extremely cloudy, especially when viewed at an acute angle. Furthermore, the brittleness of the polystyrene together with the above-mentioned expansion of the original plastic parts quickly leads to the laminate breaking, especially at sharp edges. The use of polyester reduces the amount of work enormously, correspondingly parts become cheaper and are finished faster, but at the expense of quality. For these reasons, we only use epoxy resin, because we live for quality and we don't enjoy producing parts with compromises.
If. Then CORRECT!


03
Preparing the substrate and matching it to the material is hugely important for durability. Everyone has heard of carbon parts coming loose, why is that? The reason is that plastics in particular are very difficult to bond with resin because the surface is not dissolved. But aluminum is also not dissolved by resin, and a bond with resin is not mechanically flexible, so that in the summer, if the aluminum part and the carbon coating expand differently, it can come off due to shear forces. Furthermore: If you bond with resin, you risk resin accumulation and brush marks on the surface, which in turn results in shading (See Chapter 1: Unevenness in the fabric shows up later in the solar reaction, even if the surface is 100% Smooth).
Plastics:
For plastics, we use a high-quality 2K industrial adhesive that is also used for bonding by OEMs. This adhesive works on almost all substrates, with the exception of PE and PP. PE/PP require further preparatory work, as these are low-energy plastics that are very difficult to bond. For such parts, an additional adhesion promoter is used.
Metals - almost always aluminum:
You could also use the adhesive directly on aluminum, but then you only create a mechanical bond. We therefore use a primer on aluminum parts after sanding, which creates a chemical bond with the aluminum. In particular, we avoid the formation of aluminum oxide by working through it quickly. Only then is the above-mentioned industrial adhesive applied.
In general, through our preparation and the use of industrial glue, we ensure that:
- any substrate is optimally connected
- the surface on which the fabric is applied is always smooth and thus the fabric is free of shadows
- the connection is flexible, and thus shear forces are prevented or temporarily absorbed.
We hope that this page has given you an understanding of how important quality is to us. We deliberately use high-quality, and therefore inevitably more expensive and elaborate, materials. This is the only way we can live up to our own standards. With CF Premium we go one better.
If you have any further questions about our process, don't hesitate to send us a message or visit our article: What is carbon fiber?
